




电话:0317-8192993
传真:0317-8192993
手机:13831777566
手机:15226790923
地址:河北省泊头市泊镇前辛村
钢结构冬季焊接抗温措施和安装注意事项
对于钢结构工程的柱结构和梁结构搭建的情况,钢材的连接部位的孔群尺寸精度能够直接影响钢结构工程安装的精度。把握好开孔的时间是重要的。工作人员在构件的一端行打孔加工,待拼装、焊接及变形矫正完成后,再对另一端进行打孔加工。在钢结构工程加工的构件加工时预先划上孔位,待拼装、焊接及变形矫正完成后,再划线确认进行打孔加工。
等到钢材变形矫正后,我们需要对钢材的端面进行精加工,然后才能以精加工面为基准,划线、打孔。在划线时,考虑了焊接收缩量、变形的余量、允许公差等,直接进行打孔。机械打孔有电钻及风钻、立式钻床、摇臂钻床、桁式摇臂钻床、多轴钻床、NC开孔机。
钢材有时候需要用气体进行开孔,我们使用的 容易的方法是在设备气割喷嘴上安装一个简单的附属装置,可打出φ30的孔。钻模和板叠套钻制孔。这是目前国内尚未流行的一种钢结构工程制孔方法,应用夹具固定,钻套应采用碳素钢或合金钢。钻模板上下两平面应平行,其偏差不得大于0.2mm,钻孔套中心与钻模板平面应保持垂直,其偏差不得大于0.15mm,整体钻模制作允许偏差符合有关规定。
目前,在我国工程厂房设计施工的过程中,人们主要是将钢结构材料作为其主要的施工材料,钢结构安装厂家发现其优点主要体现在以下几个方面:
1、将钢结构材料和混凝土结构材料相比,钢结构材料有着质量轻,等方面的特点,因此在实际应用的过程中,不仅可以大幅度的降低建筑结构在使用中所产生的荷载,还的提高了厂房结构的稳定性和性。而且在采取的 措施后钢结构在使用时也有着较强的性能,这也使得工业厂房结构在使用时不会受到外界环境因素的影响,使其结构的稳定性和出现问题。
2、钢结构材料在使用的过程中强度比较高,投资成本也比较低,而且还可以多次的回收利用,这就使得钢结构工业厂房有着良好的功能,为我国社会经济的可持续发展打下了扎实的基础。
3、在工业厂房现场施工的过程中,由于钢结构材料可以进行工业化的批量生产,而且采用的机械设备在施工的过程中可以进行现场拼装。因此这就大幅度的缩短了工程施工的工期,降低了总工程投资成本。
一般情况下,轻钢框架结构建筑的施工由于设计标准化、定型化,构件加工制作工业化,另外加上现场安装施工的过程中不受气候影响,简单,时间相对钢混结构住宅缩短工时1/3~1/2,加快了资金周转,提高了收回成本速度。
冬季钢结构焊接施工的抗温措施
1、大雪天禁止施工。
2、低温调价下进行钢结构焊接施工,构件表面的霜、露水、残留雪花等 清扫干净,并应对刚才进行烘干,并使钢板的温度至少提高20-30℃。
3、焊条严格按产品质量证明书的规定烘焙,烘好的焊条存放在100℃左右的保温箱中,焊工领用时每次领4h的消耗量,存放入保温筒内,随用随取,阴雨天气,保温筒中的焊条有限期缩短为2-3h,过期焊条 及时回收,并做好标记进行重新烘焙,重新烘焙的次数规定为2次。
4、焊前预热温度应符合下表《冬季钢结构焊接前预热温度》的规定要求。Q420C钢的预热温度确定主要根据预热温度计算公式求出,并经低温焊接试验验证而确定,Q345C则比一般规定提高20℃。
5、预热范围应每册不少于100mm,且使热量渗透到整个板厚,测温点位离焊缝中心100mm处。
6、打底焊时其焊肉厚度控制在4-6mm,收弧时填满弧坑。
7、钢结构的构件焊接过程 连续进行直至焊接结束,但应控制好层间温度小于230℃,且不低于预热温度。
8、焊接结束立即覆盖多层石棉布保温缓冷,但对于Q420C厚度≥40mm时,立即进行后热消氢处理,其加热温度为200-250℃,保温时间为1-1.5h,而后用多层石棉布覆盖保温缓冷至室温。
9、在环境温度为-10~-15℃时,焊接施工选择在有阳光照射的白天进行,阴雨天、下雪天以及晚上禁止焊接作业。
钢结构工程应注意哪些安装质量问题
1、钢柱安装时违反操作规程,象蜡烛一样一根根单插起来,当天又无法形成稳固的框架单元,大风一来,造成倒塌。这样的 事故多次出现,应 避免。
2、单位无安装工艺,安装构件无顺序。如有一展厅,建筑面积6000平方米,共4层。构件已全部安装到顶,但主钢柱仍没有进行焊接固定,而边上的辅助小钢柱已全部焊完了。又如,钢柱安装完毕后,应尽快把钢柱底部的垫块垫平焊牢,然后用细石密实。但有的工地彩钢板已开始安装,柱脚却没有封闭。
3、锚固螺栓高低不一,柱脚平面事先未测,预埋时移位,形成柱偏位,应先测后埋。
4、、安装螺栓,较多的出现以下一些问题:露牙不足,甚至低于螺母;螺栓未拧紧,扭剪型的未拧断梅花头,大六角的没有初拧终拧标记;安装时摩擦面的防护纸未撕掉;高强螺栓作临时固定用,安装后48小时内未漆封;未做扭矩与轴力复试,紧固力矩未按规定计算;摩擦系数试验不到位,有的不做,有的只做一组。拉杆螺栓不拧紧,拉杆不直,腰园孔未用大垫圈,造成螺母与母材接触面太小,极易穿孔。
5、现场焊缝普遍不到位。如刚性连接衬垫焊间隙太小,无法焊透,结果垫板手一拉就掉;衬垫板规格不符合要求,甚至用钢筋代替;焊缝的成形不好,高低不平,宽窄不一,飞溅、焊瘤未 ,咬肉、气孔较多;弧头弧尾不加引熄弧板,出现凹陷等等。
6、图纸会审不仔细,造成安装质量缺陷。如设计图纸未注明在吊车梁翼板上钻孔,施工单位也未提出,结果在安装轨道时采用焊接,造成吊车梁下挠。违反强制性条文中有关吊车梁不允许下挠的规定。
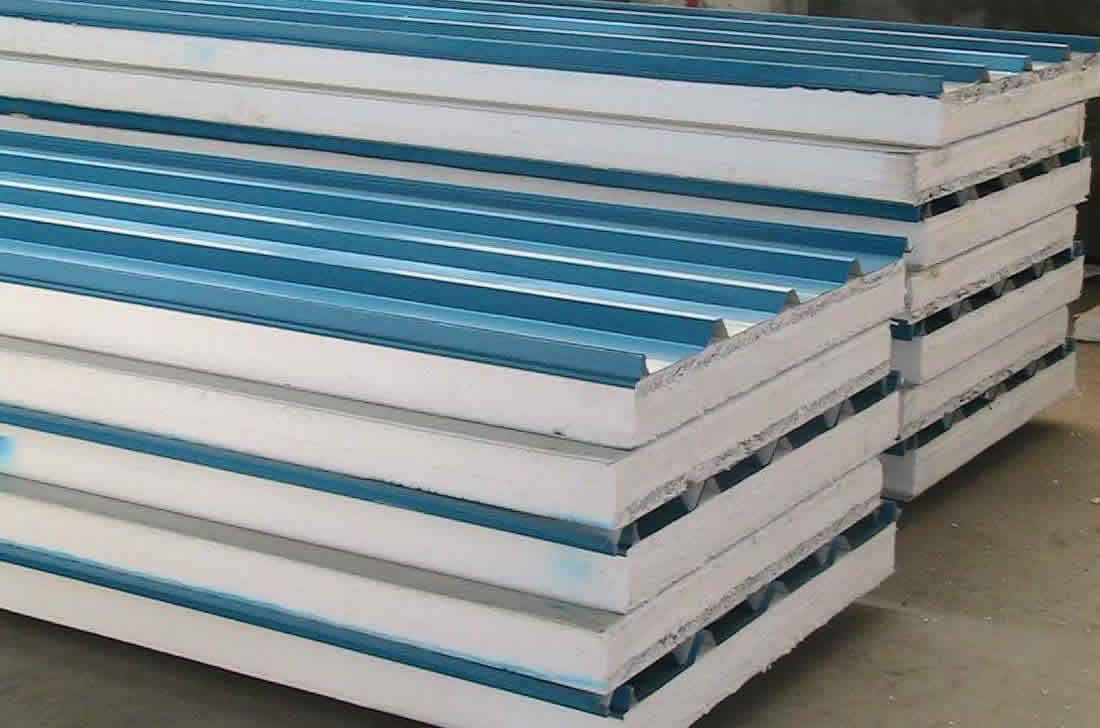
7、围护彩钢板拼缝不密贴,收边不良,“鼻孔”未封堵,影响对雨水的防渗漏和美观。
|
相关产品
|
相关内容
|

